GORE® Guarnizione Universale per Flange (Style 800)
Questa guarnizione in 100% ePTFE a basso carico di serraggio, con eccezionali valori di stabilità dimensionale e resistenza chimica, permette una tenuta affidabile su flange idi materiali diversi.
Contatti
Italia
+39 045 6 20 92 50
Africa del Sud
+27 71 467 7710
Australia
+61 2 9473 6800
Brasile
+55 11 5502 7800
Cina
+8621 5172 8299
Corea
+82 2 393 3411
Emirati Arabi Uniti
+971 2 5089444
Francia
+33 1 56 95 65 65
Germania
+49 89 4612 2215
Giappone
+81 3 6746 2600
Hong Kong
+852 2622 9622
India
+91 22 67687000
Paesi Bassi
+31 13 507 47 00
Polonia
+48 22 6 45 15 37
Regno Unito
+44 1506 46 01 23
Scandinavia
+46 31 706 78 00
Singapore
+65 6733 2882
Spagna
+34 93 4 80 69 00
Stati Uniti d'America
+1 800 523 4673
Documentazione

Guida alla selezione del prodotto
Guide alla selezione dei prodotti
Scopri qual è la guarnizione GORE più adatta alle tue esigenze
Documentazione relativa ai GORE® Guarnizione Universale per Flange (Style 800)
Panoramica
GORE Guarnizione Universale per Flange (Style 800) garantisce una tenuta affidabile su flange in acciaio, acciaio vetrificato e plastica fibrorinforzata (FRP) su tutta la gamma di fluidi di processo di natura alcalina, acida e con solventi, incluse le applicazioni più gravose che presuppongono cicli termici e temperature elevate. È la guarnizione che da sola può ridurre i rischi legati alla sicurezza di processo e alle fermate, causati all’utilizzo di una guarnizione in materiale non idoneo. In 100% ePTFE altamente conformabile, sigilla in modo affidabile anche in presenza di superfici irregolari.
Che cosa rende unica GORE Guarnizione Universale per Flange?
Tecnologia proprietaria brevettata
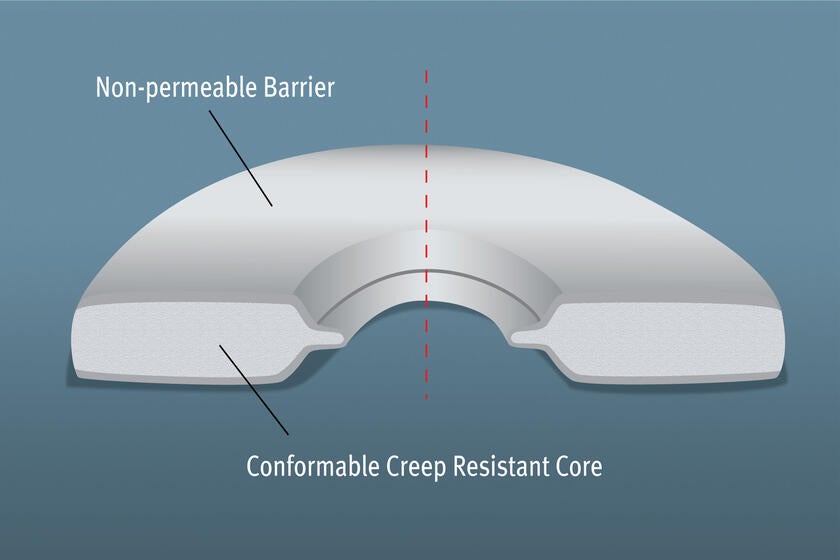
GORE Guarnizione Universale per Flange (Style 800) combina in modo unico due elementi strutturali brevettati, ciascuno realizzato in 100% PTFE espanso (ePTFE).
Uno strato barriera non permeabile ricopre il diametro interno e le superfici di tenuta della flangia, andando a creare una guarnizione ermetica anche con un basso carico.
L'interno, conformabile e robusto allo stesso tempo, offre una resistenza eccezionale allo scorrimento e alla deformazione plastica.
Tenuta affidabile e duratura
Diversamente dalle guarnizioni in PTFE (caricato e sinterizzato) convenzionali, le guarnizioni in PTFE espanso (ePTFE) sono estremamente adattabili alle normali imperfezioni delle flange e creano una tenuta efficace anche in condizioni gravose.
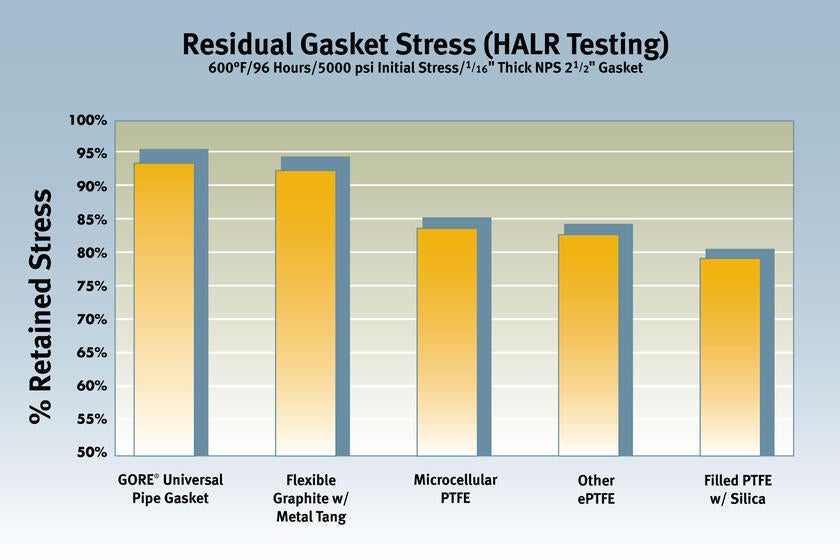
Grazie ad una resistenza eccezionale allo scorrimento e alla deformazione, GORE Guarnizione Universale per Flange (Style 800) mantiene la propria stabilità dimensionale anche se esposta a cicli termici e pressori. Il carico di serraggio viene preservato, garantendo una tenuta affidabile a lungo termine.
Una guarnizione, tante applicazioni
Le tecnologie brevettate di GORE Guarnizione Universale per Flange (Style 800) forniscono una struttura a basso carico di serraggio ideale per sistemi di tubazioni in acciaio vetrificato e FRP, pur conservando la resistenza del materiale necessaria per ottenere prestazioni eccezionali nei sistemi in acciaio.
GORE Guarnizione Universale per Flange (Style 800), chimicamente inerte, offre una tenuta altamente efficiente per sistemi di processo chimici di natura fortemente alcalina, acida e con solventi. Realizzata in 100% ePTFE, resiste a tutti i fluidi (pH 0-14) ad eccezione di metalli alcalini fusi/disciolti e del fluoro elementare.
GORE Guarnizione Universale per Flange (Style 800) produce una tenuta estremamente affidabile su flange di materiali diversi, sostituendosi alle guarnizioni di tenuta di vari tipi. Ottimizzando le procedure di acquisto e stoccaggio e standardizzando i processi di selezione e installazione delle guarnizioni, l’uso di GORE Guarnizione Universale per Flange (Style 800) sui tipi diversi di flange e in presenza dei vari prodotti chimici riduce i rischi legati alla sicurezza di processo e alle fermate, causati dall’utilizzo di una guarnizione in materiale non idoneo.
Specifiche tecniche
Dati di prova
ASTM F36: Metodo standard di prova per comprimibilità e recupero elastico di materiali per guarnizioni
Il metodo di prova determina la comprimibilità a breve termine e il recupero elastico a temperatura ambiente di materiali per guarnizioni in lastra. Non è finalizzato a fornire una prova della comprimibilità sotto applicazione prolungata del carico, generalmente nota come "scorrimento plastico".
Fonte: ASTM International. Standard Test Method for Compressibility and Recovery of Gasket Materials - Designazione: F36–99 (riapprovato 2009)
| Spessore | Comprimibilità (media di 3 prove) |
Recupero elastico (media di 3 prove) |
|
|---|---|---|---|
ASTM F36 Procedura L
|
1,14 mm | 55% | 16% |
ASTM F38: Metodo standard di prova per lo scorrimento plastico di materiali per guarnizioni
L'ASTM F38 fornisce un mezzo per determinare l'entità dello scorrimento plastico di materiali per guarnizioni in un determinato momento dopo l'applicazione di un carico compressivo. Questo metodo di prova serve a confrontare materiali affini sottoposti a condizioni controllate e la loro capacità di conservare nel tempo un determinato carico compressivo.
Fonte: ASTM International. Standard Test Methods for Creep Relaxation of a Gasket Material - Designazione: ASTM F38 - 00 (2014)
| Spessore | Rilassamento (media di 3 prove) |
|
|---|---|---|
ASTM F38-95 Metodo B
|
0,8 mm | 11% |
ASTM F37: Metodo standard di prova per la tenuta di materiali per guarnizioni
L'ASTM F37 fornisce un mezzo per determinare le caratteristiche di tenuta di materiali per guarnizioni in lastra e Form-in-place solidi, a temperatura ambiente. Questo metodo di prova è finalizzato a confrontare i materiali per guarnizioni in condizioni controllate e a fornire una misurazione precisa del livello di perdite.
Fonte: ASTM International. Standard Test Methods for Sealability of Gasket Materials - Designazione: ASTM F37 - 06(2013)
| Spessore | Tasso di perdite | |
|---|---|---|
| ASTM F37-95 Metodo di prova B
|
0,08 mm | 0,48 ml/h |
Metodo generale di prova

- Inserire la guarnizione nel dispositivo ARLA
- Misurare la distanza tra i portautensili
- Applicare alla guarnizione il carico compressivo iniziale
- Misurare la lunghezza del perno
- Misurare la distanza tra i portautensili
- Misurare il tasso di perdita (con uno spettrometro di massa) con gas elio a 800 psig
- Indurre l'invecchiamento collocando il dispositivo caricato in un forno ad aria non ventilato
- Rimuovere il dispositivo dal forno e lasciare raffreddare a temperatura ambiente
- Misurare la lunghezza del perno
- Misurare la distanza tra i portautensili
Risultati di prova
| Spessore guarnizione | % Rilassamento (media di 3 prove) | Tasso di perdita elio prima dell'invecchiamento (mg/s) | Tasso di perdita elio dopo l'invecchiamento (mg/s) | |
|---|---|---|---|---|
ARLA
|
1,5 mm |
23,34 | 2,86E-05 | < 1E-07 |
| 3,0 mm | 51,63 | 1,29E-04 | < 1E-07 |
Panoramica del metodo di prova
"Lo scopo della direttiva VDI è quello di analizzare e organizzare le condizioni applicabili alle connessioni flangiate sulla base della normativa tecnica. Inoltre, di completare la panoramica delle condizioni includendo i più recenti risultati della ricerca, e di assistere gli utenti nella selezione, interpretazione, progettazione e assemblaggio di raccordi flangiati con particolare considerazione per le guarnizioni."(1) "Il test di sicurezza contro il rischio di blowout qui descritto per le guarnizioni all'interno di sistemi di tenuta con flange piane corrisponde all'attuale stato della tecnica di prova [...] una guarnizione da sola non è in grado di garantire la sicurezza dal rischio di blowout, che dipende sempre dall'intero sistema del raccordo flangiato.
Metodo generale di prova
- Installare la guarnizione applicando la pressione superficiale in quattro fasi (25 %, 50 %, 75 % e 100 % della forza di avvitamento mediante serraggio incrociato). Nel verbale di prova devono essere indicati la pressione superficiale di installazione e lo spessore della tenuta. In tutte le fasi di prova, inoltre, verrà tenuta in considerazione la forza di sollevamento causata dalla pressione nominale e riferita al diametro medio della guarnizione.
- Dopo 5 minuti serrare nuovamente alla pressione superficiale di installazione.
- Riscaldare la flangia a 2 K/min in un forno a ricircolo d'aria oppure con cartucce riscaldate internamente.
- Mantenere la temperatura di stoccaggio termico per almeno 48 ore.
- Raffreddare la flangia a temperatura ambiente.
- Misurare la pressione superficiale residua.
Fase di prova 1
Il test di sicurezza contro il rischio di blowout viene svolto con azoto a una pressione fino a 1,5 volte quella nominale. Se necessario, è consentito svolgere prove con valori di pressione superiori. La pressione interna deve aumentare gradualmente per incrementi di 5 bar fino alla pressione sopra menzionata. Il tempo di permanenza in ciascuna fase di pressione corrisponde ad almeno 2 min.
Viene definito "blowout" un calo della pressione superiore a Δp ≥ 1 bar·entro 5 s (V0 = volume sala prova). Nel verbale di prova deve essere riportata la pressione interna raggiunta. Se il blowout non si è ancora verificato al raggiungimento della massima pressione di prova, il test dovrà proseguire in conformità con la fase 2.
Fase di prova 2
La pressione interna viene scaricata e la pressione superficiale ridotta a 5 N/mm2 relativamente alla forza di sollevamento causata dalla pressione interna. Le variazioni della pressione superficiale devono essere riportate nel verbale di prova."(2)
(1) Fonte: Verein Deutscher Ingenieure e. V.: VDI2200: Tight flange connections - Selection, calculation, design and assembly of bolted flange connections, giugno 2007, pagina 4
(2) Fonte: ibidem, pagina 64
Risultati di prova
| Spessore | Temperatura di esposizione | Carico iniziale della guarnizione | Fase di prova 1 | Fase di prova 2 | |
|---|---|---|---|---|---|
| VDI 2200 (06-2007) DN40/PN40 acciaio |
3,0 mm (1/8") |
230 °C | 20 MPa | Sì, 60 bar | Sì, 60 bar |
Panoramica del metodo di prova
Attualmente il Comitato F03 per le Guarnizioni propone questo come nuovo metodo di prova ASTM. Il test HOBT fornisce i parametri per determinare limiti di temperatura realistici per le guarnizioni in lastra o similari a base di politetrafluoroetilene (PTFE), e contribuire ad evitare pericolosi guasti o blowout. Questo metodo di prova è incentrato sui raccordi flangiati, comuni nell'industria della trasformazione chimica, per Classe 150 e Classe 300 ASME B16.5 a temperature moderate.
Fonte: ASTM International. New Test Method for Hot Blowout and Thermal Cycling Performance for Polytetrafluoroethylene (PTFE) Sheet or Sheet-Like Gaskets - Designazione: ASTM WK26064
Metodo generale di prova (Bozza 7)
- Una guarnizione viene caricata su un dispositivo di prova per blowout a caldo dotato di flange a faccia rialzata NPS 3 Classe 150 o Classe 300. Il carico di serraggio specificato viene applicato alla guarnizione utilizzando una chiave dinamometrica e ricorrendo alle migliori pratiche di installazione.
- Si attendono 30 minuti, quindi si riporta la guarnizione al carico di serraggio specificato.
- Dopo un’ulteriore attesa di 30 minuti, si pressurizza il dispositivo con elio.
- Per l'HOBT senza cicli termici, una volta applicata la pressione, la temperatura viene incrementata fino a 648,9 °C a una velocità massima di 16,1 °C al minuto fino a raggiungere il blowout o la massima temperatura del dispositivo di prova.
- Per l'HOBT con cicli termici, una volta applicata la pressione, la temperatura viene incrementata alla velocità di 16,1°C al minuto. Il dispositivo viene quindi raffreddato a temperatura ambiente. Il ciclo viene ripetuto altre due volte per un totale di tre cicli termici per prova.
Il metodo prevede tre prove:
Prova 1: HOBT senza cicli termici.
Prova 2: HOBT con 3 cicli termici sulla base di una stima della temperatura ripresa dalla prova 1.
Prova 3: HOBT con 3 cicli termici sulla base di una stima della temperatura ripresa dalla prova 2.
Risultati di prova
| Spessore guarnizione | Temperatura di blowout | Carico di blowout | Pressione di blowout | Temperatura di prova guarnizione Tgs | |
|---|---|---|---|---|---|
HOBT con cicli bozza 7
|
3,2 mm | 385 °C | 7,0 MPa | 30 bar | Effettivo: Superiore a 384°C Limitato a: 315°C |
Definizioni dei parametri di prova
| Gb | Carico sulla guarnizione a Tp = 1 all'applicazione del carico di serraggio sulla guarnizione. Indica il carico iniziale necessario alla guarnizione per assicurare una tenuta efficace. |
|---|---|
| "a" | La curva ottenuta per regressione lineare. Indica la capacità della guarnizione di assicurare la tenuta. |
| Gs | Carico sulla guarnizione a Tp = 1 ottenuto scaricando la guarnizione. Indica la capacità della guarnizione di mantenere la tenuta quando si applica la pressione e la sua reattività alla rimozione del carico. |
| Tp | Il parametro della tenuta è privo di dimensioni. Il valore 1 corrisponde a un tasso di perdita dell'elio di 1 mg/s alla pressione atmosferica per una guarnizione con diametro esterno di 150 mm. Nota: maggiore è il Tp, maggiore è la tenuta della guarnizione. |
| Tpmax | La tenuta massima che si ottiene caricando la guarnizione. |
| Tpmin | La tenuta minima che si ottiene scaricando la guarnizione. |
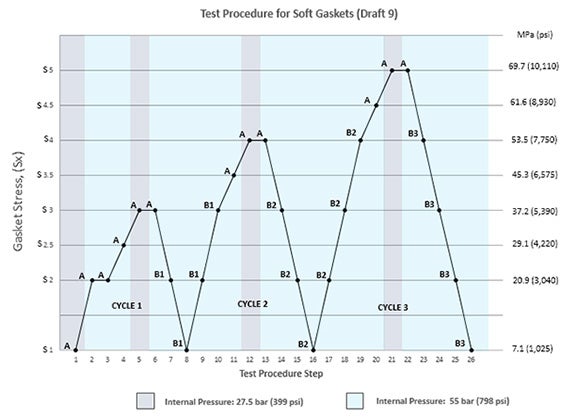
Metodo generale di prova per guarnizioni morbide (Bozza 9)
- Una guarnizione viene collocata in un dispositivo di prova idraulico con portautensile piano.
- Viene applicata una serie di 3 cicli di carico e scarico durante i quali si misura il tasso di perdita ad ogni livello di carico. A seconda della fase, il sistema viene pressurizzato a 27,5 bar o 55 bar utilizzando gas elio. Il tempo di permanenza in ciascuna fase dipende dal momento in cui il tasso di perdita si stabilizza, con un tempo di permanenza minimo di 1 minuto e massimo di 5 ore.
- I dati raccolti vengono raggruppati in due parti: Parte A e Parte B, e analizzati per ricavarne i parametri di prova. La Parte A rappresenta le prestazioni di posa iniziali di una guarnizione durante il serraggio iniziale della flangia. I dati della Parte A vengono utilizzati per determinare Gb, "a", e Tpmax. La Parte B simula le condizioni d'esercizio reali. I dati della Parte B vengono utilizzati per determinare Gs e Tpmin.
ROTT Metodo di prova per guarnizioni morbide
Metodo generale di prova di ROTTURA (Bozza 9)
- Il carico sulla guarnizione viene ripristinato al livello S1.
- Durante l'applicazione di cicli con carichi compressivi crescenti in progressione, per ciascun livello di carico si misura il tasso di perdita. Il sistema viene pressurizzato a 27,5 bar utilizzando gas elio. Il tempo di permanenza non deve superare i 15 minuti per ciascun livello di carico.
- La prova è completata quando il tasso di perdita per un livello di carico supera il tasso di perdita osservato al livello S1 o quando si raggiunge il carico massimo delle apparecchiature.
- Il carico massimo consentito è il livello di carico massimo al quale sono stati mantenuti i tassi di perdita S1.
Dati di prova per GORE Guarnizione Universale per Flange
ROTT Bozza 9 Procedura di prova per guarnizioni morbide
| Spessore: 1/16" | Spessore: 1/8" | |
|---|---|---|
| Gb (psi) | 441 | 155 |
| a | 0,3 | 0,411 |
| Gs (psi) | 8,55E-01 | 5,41E-02 |
| Tpmin | 2041 | 3210 |
| S100 (psi) | 45893 | 39160 |
| S1000 (psi) | 3495 | 2652 |
| S10000 (psi) | 6968 | 6839 |
| Carico massimo consentito sulla guarnizione (psi) | Superiore a 40,031 (max. apparecchiature) | 36260 |
Fattori di progettazione della guarnizione
Certificazioni e informazioni sulle applicazioni
Risorse
Data Sheet: GORE® Universal Pipe Gasket (Style 800)
Data Sheets, 341.95 KB
Istruzioni per il montaggio: GORE® Guarnizione Universale per Flange (Style 800)
Guida all'installazione
Visualizzare tutte le risorse per GORE Guarnizione Universale per Flange
GORE® Guarnizione Universale per Flange (Style 800) non stampata è conforme ai requisiti della FDA 21CFR degli Stati Uniti e della direttiva UE 1935/2004 relativa al contatto con gli alimenti. La dichiarazione di conformità è disponibile su richiesta.
Segui GORE® Guarnizione Universale per Flange (Style 800)